With the sole purpose of educating you with the facts about how products are really made. Allowing each individual to be armed with the information necessary to know the difference between the fake and faux and a wise investment. Thus making this age old quote true again.
H. J. Nick And Scottsdale Art Factory LLC believe in fully educating our dealer representatives, potential customers and future master craftsman in the creative process. We also believe in full transparency and providing the correct information or sources that allows the facts about how each product is made to be evaluated with out bias or sales hype.
“In The Sharing Of Knowledge And Experience We Advance The Arts And Enrich Mankind’s High Cultural Environment”, H. J. Nick
We provide this information derived from hundreds of years of collective knowledge of the facts as the experts of the worlds major universities, master craftsman and our own extensive experience conclude about wood working and joinery in relation to the creation of investment quality furniture, doors, Etc.
Much of this information is derived by the study of wood working and master crafting processes from the historical records all around the world. We have developed relationships with some of the worlds leading architectural universities professors, students and best known experts in the study of lost arts and crafts of all types and cultures. These relationships have been nurtured in the hope of continuing our family tradition of promoting and teaching future master craftsman who will carry on the American Arts and Crafts Movement into the 21st century and beyond.
We Offer Our Facility To Advance Go Green Technology And Advancement Of The Arts To Contributors
We offer use of our facility and the sharing of the experience of our master craftsman in return for these contributions when available.Thus allowing for hands on experience training in the lost arts. We also allow use of our facility for project development in related fields under any accredited school program. Products produced in these programs are sold and proceeds are used to fund the advancement of these programs with no weight to profit.
We also offer the use of our facility for the advancement of environmental energy saving designs in connection with government funded Go Green development. These energy saving designs must be associated with our natural material, building projects such as doors/windows etc. without effecting the artistic value. This is a not for profit program provided by SAF LLC in hope of advancing new technology in conjunction with arts and crafts as it relates to our contribution to the world of fine art craftsmanship.
We Invite Corrections And Additions
We invite corrections and additions to all of this information from qualified professionals, scholars and students from all architectural universities and related studies around the world. We strive to acquire all correct knowledge available related to this subject matter.
Through Fine Arts And Master Craftsmanship All Our Lives Are Elevated To A Higher Level
We believe through the arts all the lives we touch are elevated to a higher level. Through creating these beautiful hand crafted furnishings we can help you create your dream environment as well as make it possible to pass to your heirs cherished family heirlooms and a little immortality. We believe all of our customers are intellectually sophisticated and understand the real value of creating and appreciating these family heirlooms.
Many Of Histories Finest Designs Have Been Copied By Modern Production Manufacturers
Navigating Through The Fake And Faux Can Be A Daunting Task In Todays Market Place
We understand how difficult it is in todays market place to determine the genuine article from the fake or faux. For this reason we believe when presented with the true facts of how each product is made and the materials it is manufactured from, our customers have the ability to make informed decisions. Decisions that are best for them and their financial investment based upon these facts. When you purchase a quality hand built family heirloom future antiquity, you are investing not wasting your money on a fake future yard sale item.

Ezekiel, from Michelangelo’s Sistine Chapel ceiling; in an old joke, “very high culture”. High culture is a term, now used in a number of different ways in academic discourse, whose most common meaning is the set of cultural products, mainly in the arts, artifacts and heirlooms held in the highest esteem by a culture or society.
How It’s Made – The Materials Used Determine A Future Investment Or Yard Sale Item
We believe you will also conclude from this information as we have experienced over our many years, only by using the best natural materials and master handcrafting, can you achieve the creation of a family heirloom investment quality furnishing or door. The use of true solid timber, genuine stones, top grain leathers, fine fabrics, and solid wrought iron in the hands of master craftsmen will never be replaced with modern methods of mass production.
Natural Materials & Master Craftsmanship Cannot Be Replaced By Mass Production Methods
“We Still Hand Build To Investment Quality Like They Used To”
The Joinery, Material And Craftsmanship Determine Quality
Leather is a material created through the tanning of hides and skins of animals, primarily cattle-hide. The tanning process converts the putrescible skin into a durable, long-lasting and versatile natural material for various uses. Together with wood, leather formed the basis of much ancient technology. The leather industry and the fur industry are distinct industries that are differentiated by the importance of their raw materials. In the leather industry the raw materials are by-products of the meat industry, with the meat having higher value than the skin.
There are a number of processes whereby the skin of an animal can be formed into a supple, strong material commonly called leather.
Vegetable-tanned leather is tanned using tannin and other ingredients found in vegetable matter, tree bark, and other such sources. It is supple and brown in color, with the exact shade depending on the mix of chemicals and the color of the skin. It is the only form of leather suitable for use in leather carving or stamping. Vegetable-tanned leather is not stable in water; it tends to discolor, and if left to soak and then dry it will shrink and become less supple and harder. In hot water, it will shrink drastically and partly gelatinize, becoming rigid and eventually brittle. Boiled leather is an example of this where the leather has been hardened by being immersed in hot water, or in boiled wax or similar substances. Historically, it was occasionally used as armor after hardening, and it has also been used for book binding.
Chrome-tanned leather, invented in 1858, is tanned using chromium sulfate and other salts of chromium. It is more supple and pliable than vegetable-tanned leather, and does not discolor or lose shape as drastically in water as vegetable-tanned. It is also known as wet-blue for its color derived from the chromium. More esoteric colors are possible using chrome tanning.
Aldehyde-tanned leather is tanned using glutaraldehyde or oxazolidine compounds. This is the leather that most tanners refer to as wet-white leather due to its pale cream or white color. It is the main type of “chrome-free” leather, often seen in shoes for infants, and automobiles. Formaldehyde tanning (being phased out due to its danger to workers and the sensitivity of many people to formaldehyde) is another method of aldehyde tanning.
Brain-tanned leathers fall into this category and are exceptionally water absorbent. Brain tanned leathers are made by a labor-intensive process which uses emulsified oils, often those of animal brains. They are known for their exceptional softness and their ability to be washed. Chamois leather also falls into the category of aldehyde tanning and like brain tanning produces a highly water absorbent leather. Chamois leather is made by using oils (traditionally cod oil) that oxidize easily to produce the aldehydes that tan the leather to make the fabric the color it is.
Synthetic-tanned leather is tanned using aromatic polymers such as the Novolac or Neradol types. This leather is white in color and was invented when vegetable tannins were in short supply, i.e. during the Second World War. Melamine and other amino-functional resins fall into this category as well and they provide the filling that modern leathers often require. Urea-formaldehyde resins were also used in this tanning method until dissatisfaction about the formation of free formaldehyde was realized.
Alum-tanned leather is tanned using aluminum salts mixed with a variety of binders and protein sources, such as flour, egg yolk, etc. Purists argue that alum-tanned leather is technically “tawed” and not tanned, as the resulting material will rot in water. Very light shades of leather are possible using this process, but the resulting material is not as supple as vegetable-tanned leather.
Rawhide is made by scraping the skin thin, soaking it in lime, and then stretching it while it dries. Like alum-tanning, rawhide is not technically “leather”, but is usually lumped in with the other forms. Rawhide is stiffer and more brittle than other forms of leather, and is primarily found in uses such as drum heads where it does not need to flex significantly; it is also cut up into cords for use in lacing or stitching, or for making many varieties of dog chews.
Leather ?usually vegetable-tanned leather can be oiled to improve its water resistance. This supplements the natural oils remaining in the leather itself, which can be washed out through repeated exposure to water. Frequent oiling of leather, with mink oil, neatsfoot oil or a similar material, keeps it supple and improves its life-span dramatically.
Leather with the hair still attached is called hair-on.
In General, Leather Is Sold In Three Forms:
#1 The Best- Full-Grain Top-Grain Leather
Full-grain leather or top-grain refers to the upper section of a hide that previously contained the epidermis and hair. The hair and the epidermis have been removed from the hide/skin. Full-grain refers to hides that have not been sanded, buffed or snuffed (otherwise known as Corrected) in order to remove imperfections (or natural marks) on the surface of the hide, although is never perfect. The grain remains in its natural state which will allow the best fiber strength, resulting in greater durability.
The natural grain also has natural breathability, resulting in greater comfort for clothing. Rather than wearing out, it will develop a natural patina and change in its appearance over time with some cracking and splitting. The finest leather furniture and footwear are made from full-grain leather. For these reasons only the best raw hide are used in order to create full-grain or top-grain leather. Full grain leathers can mainly be bought as two finish types: aniline and semi-aniline.
#2 Hides Of Inferior Quality – Corrected-Grain Leather
Corrected-grain leather is any top-grain leather that has had its surfaces sanded, buffed or snuffed in order to remove any imperfection on the surface due to insect bites, healed scars or brands. Top-grain leather is often wrongly referred to as corrected-grain. Although corrected-grain leather is made from top-grain, as soon as the surface is corrected in any way, the leather is no longer referred to as top-grain leather. The hides used to create corrected leather are hides of inferior quality that do not meet the high standards for use in creating aniline or semi-aniline leather. The imperfections are corrected and an artificial grain applied. Most corrected-grain leather is used to make pigmented leather as the solid pigment helps hide the corrections or imperfections. Corrected grain leathers can mainly be bought as two finish types: semi-aniline and pigmented.
#3 Lowest Quality – Split Leather Or AKA Polished Under Belly Sub-straight Hides
Split leather is leather created from the fibrous part of the hide left once the top-grain of the rawhide has been separated from the hide. During the splitting operation, the grain and drop split are separated. The drop split can be further split (thickness allowing) into a middle split and a flesh split. In very thick hides, the middle split can be separated into multiple layers until the thickness prevents further splitting. Split leather then has an artificial layer applied to the surface of the split and is embossed with a leather grain ( Bycast leather ).
Many Of Histories Finest Handmade Designs Have Been Copied By Modern Mass Production Manufacturers Using Cheap Third World Labor.
Most Production Sofas Found In Retail Stores “No Matter The Brand Name” Use Substandard Materials Such As Polished Under Belly Sub-straight Hides Or Faux Man Made Materials.
The Unconscionable Use Of Polished Under Belly Sub-straight Hides Or Faux Man Made Materials Are Being Passed Off As Quality Leather In The Name Of Big Profits.These big brand name American companies are using just enough sub standard leather to be able to call the material leather or a variety of leather sounding names. Most of the non touchable parts are faux materials such as Nagahide, Pleather (“plastic leather”) slang term for synthetic leather, Vegan Leather, Leatherette, Kydex, Birkibuc, Lorica, or Ocean leather. This type of construction will never stand the test of time.
Split Leather Or AKA Polished Under Belly Sub-straight Hides
Splits are also used to create suede and re-polished leather. The strongest suedes are usually made from grain splits (that have the grain completely removed) or from the flesh split that has been shaved to the correct thickness. Suede is “fuzzy” on both sides. Manufacturers use a variety of techniques to make suede from full-grain. For example, in one operation, leather finish is applied to one side of the suede, which is then pressed through rollers; these flatten and even out one side of the material, giving it the smooth appearance of full-grain. Latigo is one of the trade names for this product. A reversed suede is a grained leather that has been designed into the leather article with the grain facing away from the visible surface. It is not a true form of suede or leather and will not wear well or last over time.
Most Production Sofas Will Break Down If Set In The Same Spot Over And Over most production sofas are built for appearance and only copy the worlds best designs using sub standard materials with little regard for structure, usually resulting in a swallow you up effect and a break down in cushion and frame structure if set in repeatedly in the same place. As the sofa breaks down you work harder to remove yourself. Not only is this type of sofa unattractive-and not a good investment it is uncomfortable. Properly built sofas will stand the test of time and deliver comfort every time as well as durability.
Our “Guarantee Is Forever” no questions asked ( backed by over nine decades of fine craftsmanship.
Our Guarantee Has No Fine Print We believe reading the fine print of any companies warrantee is the best way to compare and ascertain the true quality of any furniture purchase. Please read ours and compare.
Don’t Be Fooled By Great Furniture Photos And Fancy Showrooms
All That Looks Like Leather May Not Be Leather At All
Understanding Artificial Leather Used As Upholstery Fabric.
Artificial leather is a fabric or finish intended to substitute for leather in fields such as upholstery, clothing and fabrics, and other uses where a leather-like finish is required but the actual material is cost-prohibitive or unsuitable. Under the name of artificial leather, (not to be confused with the more modern Pleather) or of American leather cloth, large quantities of a material having, more or less, a leather-like surface were once used, principally for upholstery purposes, such as the covering of chairs, lining the tops of writing desks and tables, and so on.
There was considerable diversity in the preparation of such materials. A common variety consists of a web of calico coated with boiled linseed oil mixed with dryers and lampblack or other pigment. Several coats of this mixture were uniformly spread, smoothed and compressed on the cotton surface by passing it between metal rollers, and when the surface was required to possess a glossy enamel-like appearance, it received a finishing coat of copal varnish. A grained morocco surface was given to the material by passing it between suitably embossed rollers.
Preparations of this kind have a close affinity to cloth waterproofed with rubber, and to such manufactures as ordinary waxcloth. An artificial leather which was patented and proposed for use as soles for boots, etc., was composed of powdered scraps and cuttings of leather mixed with solution of guttapercha dried and compressed. In place of the guttapercha solution, oxidized linseed oil or dissolved resin could be used as the binding medium for the leather powder.
Synthetic leathers, at times made from plastics, are often used in clothing and fabrics. Artificial leather is marketed under many brands, including “leatherette,” “faux leather,” “patent leather,” “Naugahyde” and “pleather”.
Plastic leather The term pleather (“plastic leather”) is a slang term for synthetic leather made out of plastic. A portmanteau of plastic and leather, the term can be either descriptive or derogatory, depending upon the user. Pleather is often used as an inexpensive substitute for leather (the derogatory meaning implies use as a substitute for genuine animal hide to cut costs). Pleather, being made of plastic, will not decompose as quickly and is not green planet friendly.
Not all pleathers are the same. Polyurethane is washable, can be dry-cleaned and allows some air to flow through the garment. PVC pleather in contrast does not “breathe” and is difficult to clean. PVC cannot be dry-cleaned because the cleaning solvents can make the PVC unbearably stiff. Vegan Leather is an artificial alternative to traditional leather. It may be chosen for ethical reasons or as a designed material which may have different properties but a similar look to the natural material.
Poromeric Imitation Leather Sometimes referred to as poromerics, poromeric imitation leathers are a group of synthetic ‘breathable’ leather substitutes made from a plastic coating (usually a polyurethane) on a fibrous base layer (typically a polyester). The term poromeric was coined by DuPont as a derivative of the terms microporous and polymeric. The first poromeric material was DuPont’s ill-fated Corfam introduced in 1963 at the Chicago Shoe Show. Newer poromerics include Clarino made by Kuraray Co. of Japan. Corfam was the centerpiece of the DuPont pavilion at the 1964 New York World’s Fair in New York City. Its major advantages over natural leather were its durability and its high gloss finish that could be easily cleaned with a damp cloth. Its disadvantages were its stiffness which did not lessen with wearing and its relative lack of breathability. DuPont manufactured Corfam at its plant in Old Hickory, Tennessee, from 1964 to 1971. After spending millions of dollars marketing the product to shoe manufacturers, DuPont withdrew Corfam from the market in 1971 and sold the rights to a company in Poland. Corfam is mainly remembered as a textbook marketing disaster.
Corfam is still used today in some products, an example being certain types of equestrian saddle girth. Corfam shoes are still very popular in the military and other uniformed professions where shiny shoes are an asset.
Koskin is an artificial leather material commonly found in computer laptop cases. It is commonly used in Hewlett-Packard, Targus and Belkin laptop cases, CD wallets, and other consumer goods. It is made to look and feel like authentic leather. In Swedish, koskinn means cow’s skin (ko means cow, skinn means skin), often causing much confusion for consumers.
Leatherette is a form of artificial leather, usually made by covering a fabric base with plastic. The fabric can be made of a natural or a synthetic fibre which is then covered with a soft PVC layer. Leatherette bound books and 20th century cameras are good examples of leatherette. Leatherette clothing of various kinds (including lingeries) also exist. A disadvantage of plastic “leatherette” is that it is not porous and does not allow air to pass through it, thus sweat can accumulate if it is used for clothing, car seat coverings, etc. However, one of its primary advantages, especially in cars, is that it requires little maintenance in comparison to leather and does not crack or fade as easily. During a fire, leatherette may cause additional serious skin damage because it not only burns more vigorously than leather, but can also melt.
There are many other materials that can be used as leather alternatives. Some of these materials are: Vegetan ?a shop-owned trade name for one grade of microfibre Lorica ?a wide range of Japanese microfibres including gloss-faced ones, dyed and softened in Italy. A type of artificial leather promoted by Sidi, an Italian bicycle shoe maker. Birko-Flor “? this proprietary material of Birkenstock is made of acrylic and polyamide felt fibres; a variation is made to replicate patent leather Birkibuc another proprietary material of Birkenstock, made of the same materials, but designed to replicate the look and feel of nubuck leather Vinyl also known as PVC Kydex ? an acrylic-PVC alloy produced by Kleerdex Cork Leather ? made from the bark of Cork Oak trees Ocean Leather ? a little known versatile leather made from kelp,
Conclusion : There Is No Substitute For Top Grain Leather If Your Expecting Quality
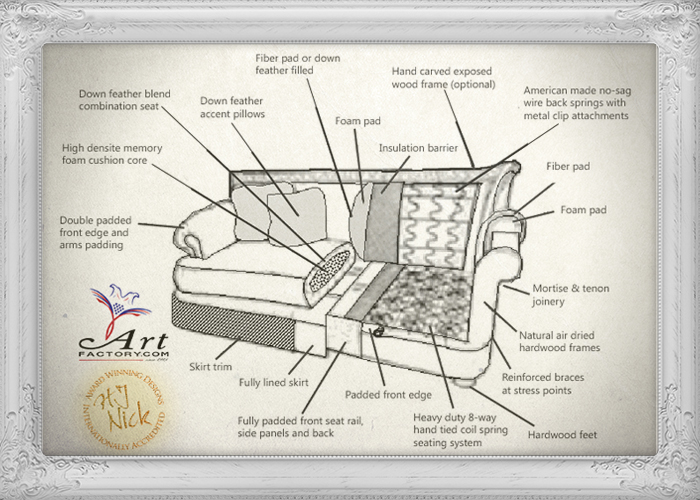
The Frame Is Equally Important
The Limited Warrantees Tell The Facts
Many mass production manufacturers have veneered and engineered cored all of the premium lengths of lumber using inferior materials to keep profits up. Always keep in mind that if it is a veneer or “engineered” it usually means that they are using less material and trying to make it seem like more. You should always keep in mind every manufacturer fully understands the quality and life expectancy of their products. The expected result is usually reflected in their limited warrantee. This built in obsolesce is intended and most warrantees are written in the hopes they will never be read or fully understood until after expiration.
The Use of Exotic Wood Sounding Names Can Be Very Misleading
Many companies make this statement: using a exotic sounding names along with mahogany, oak, walnut, teak, rose wood etc. to name a few woods used to manufacture our premier selection of solid wood furniture or doors etc. What they really mean is blocks of wood spaced inside and glued together by machine to make a long board, particle board or a exotic wood thin veneered surface over particle board.
Using Pieces And Veneers Are Not Solid Wood Furnishings Or Solid Hard Wood Frames.
As If Using Inferior Materials Were Not Unconscionable Enough There Is More Bad News
This cheap cost of product production is not only arrived at because of cheap labor it also is the result of total disregard for the quality of materials with little or no guide lines for safety or cleanliness as well as the ecology of our planet. Not to mention the sub-standard human working conditions in these third world unregulated labor nations.
Cheap Third World Labor With No Guide Lines For Safety Or Cleanliness
Also it means bug infestation certificates are necessary, however getting these certificates are almost never in-forced. The result these imported woods, particle boards, and frames are infected with bug infestation as stated on this government web site.
Bug Infestation Information Facts: Important details that you should know before you purchase woods, particle boards, and frame imports- Florida Entomologist
89(1) Report